

 扫一扫
扫一扫

国内需要最空缺的时段,出口量还有所削减,这关于无缝钢管来说无疑是雪上加霜的。尤其是后期,假如出口方面,交易冲突加大,出口继续削减,那么关于国内钢市来说,供需压力或愈加显着。尽管从上半年全国各地发布的出资方案来看,规模巨大,如此大手笔出资肯定会激发很多的钢管需要;但当前资金疑问依然未解,且7月份微观数据弱于预期,打击了商场决心,下流需要恐怕难以在短期内到达令人满意的情况。当前楼市限购松绑成风,货币方针也趋于宽松,但现货商场依然没有清晰表明,在需要持续低迷的情况下,钢管价格难有上行动力。钢厂减产不显着,后期供给压力加大。
据尽管9月中旬热轧无缝钢管产值小降,然仍处高位,且PMI数据闪现生产指数仍在反弹,标明钢厂在盈余尚可的状况下无减产志愿,争抢商场份额才是要害。同时数据还闪现无缝钢管新订单指数及新出口订单指数双双降低,标明后期实践需要可能存在降低的状况,而短期内,微影响项目的钢管需要爆发性开释的可能性也不大,因而,笔者以为当时整体供给压力正在转强。经济、方针利好不断,商场心态较为理性。钢铁职业的外部环境还在持续好转,现已发布的9月经济数据标明国内经济还在好转;且 对于支持经济持续稳中求升的办法亦接连不断,较大的提振了钢管商场的决心。但是,面对一连串的利好,无缝钢管商场却相当安静,在经历过前些年连续的利好预期失败后,商家现已相对理性,很少会为预期去提早买单,多持以观望心态为主。
终端钢管需要受气候、资金等多方要素影响而偏低,然上游供给却不断添加,在供强需弱的商场格式下,商家、钢厂对拉涨钢管价格均显得动力和底气缺乏。短期难有显着改观,制约钢管价格反弹,但下跌又无空间,无缝钢管只能弱势盘整等候。


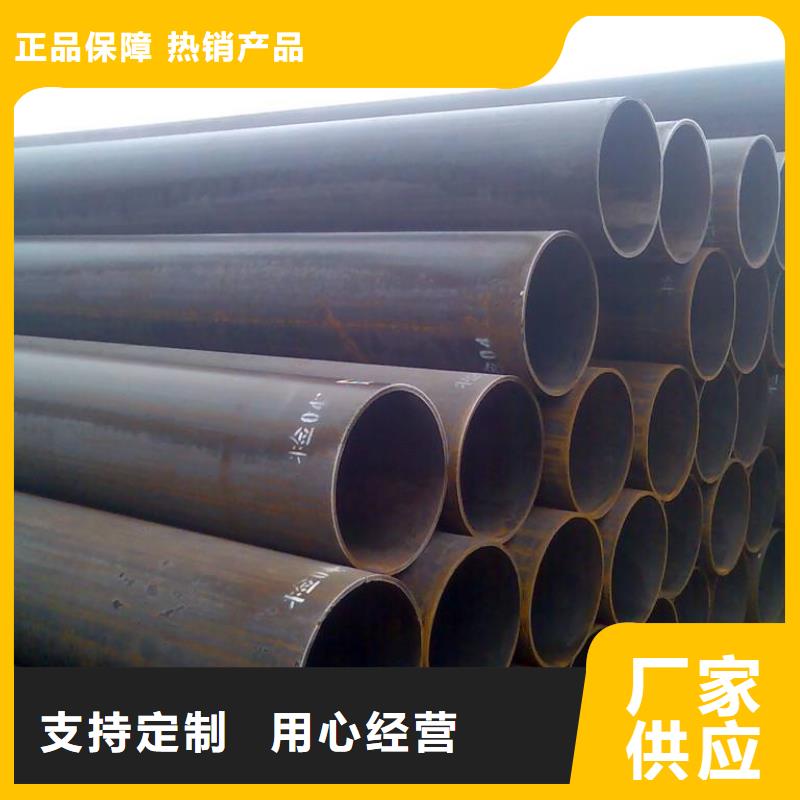
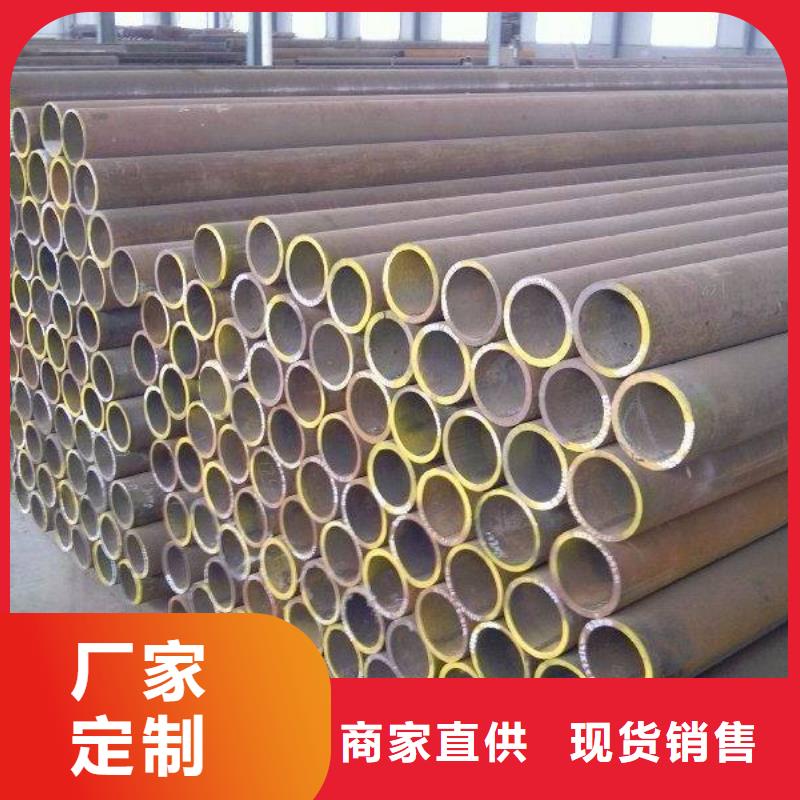
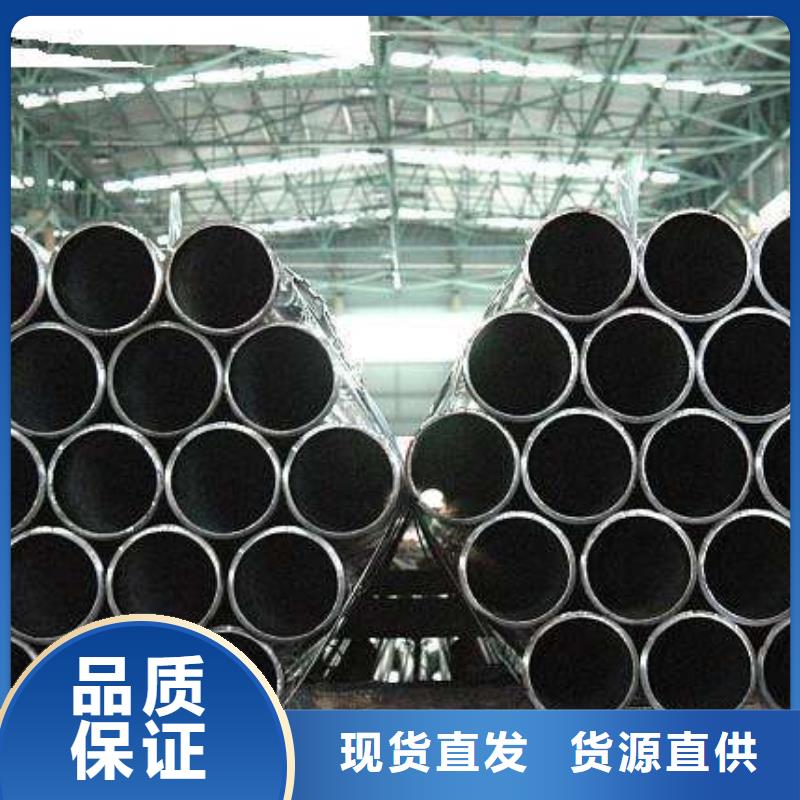
金海金属材料有限公司-产品理念专业:专业设计制造生产 曲靖异型钢管、多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 曲靖异型钢管、。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,国家A级制造资质,保证品质卓越。安装:具有10年 曲靖异型钢管、的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“安全”“信心”“保险”为服务宗旨。承诺:所有 曲靖异型钢管、产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。



北京无缝管市场终于止跌趋稳,市场稳健许多。随着阅兵式逐步临近,环保力度加强,在上周末始钢坯再次发起一波持续走高的带动下,管坯上涨势头盖过前者,临沂管厂纷纷上调无缝管出厂价格50-100元。成本支撑因素终于支撑起无缝管这片久跌的天,本地无缝管市场价格走低趋势嘎然而止,周内维系平稳为主。不过从成交来看,暂时依旧在不温不火中度过,且商家对于后期无缝管出厂价格上调是否持续持观望态度,采购方面暂时未出现集中采购现象。预计下周本地无缝钢管市场将继续维稳为主。
山东产热轧57*3.5mm价格2980元;山东产108*4.5mm价格2850/元,;山东产273*8mm报价2850元,以上均与上周同期持平。


环球市场涨跌不一,国内期钢盘面逐步走高,节前市场存在部分补货行为,现货商家报价坚挺,看涨预期较强,无缝钢管价格仍有上行空间。
2日福州无缝钢管价格暂稳,市场成交较弱。截至发稿时,Ф57*3.5mm临沂金正阳报6000元/吨,Ф108*4.5mm金正阳报5900元/吨,磐金报5900元/吨,Ф219*6mm金正阳报5900元/吨,磐金报5900元/吨。
今日山东热轧管坯价格涨60-100元/吨,山东主流管厂价格上涨50元/吨。本周管坯价格持续拉涨,市场受成本因素影响,被动跟涨,贸易商出货较弱。目前商家库存偏低,高价位补库较少,下游企业对高价接受度低,对于后期行情,贸易商持观望态度。
本周无缝钢管市场大幅上涨,成交一般。直缝管市场上涨为主,厂商周初成交平淡,周末相对向好,然恐高情绪仍是浓厚,贸易商多谨慎补库。无缝钢管本周稳中上调,高位成交乏力,下游需求不及预期,多随行就市。预计下周无缝钢管市价或将高位运行。



技术支持:k797.com